

|
商品の詳細:
|
| 機能: | 金属の浮彫りになる機械 | 作業方法: | シートに手動で与えることによって |
|---|---|---|---|
| 物質的な厚さ: | 0.4から2.0mm | コイルの幅: | カスタマイズされる |
| モード: | 水さざ波 | 材料: | GIのコイル、ステンレス鋼または他 |
| 速度: | 0-8 1分あたりメートル | ロール構造: | 必要な鍛造材; |
| ハイライト: | ラインを切り開く2.0mmの厚さの金属,ラインを切り開く5KW金属,水さざ波は浮彫りになる機械に金属をかぶせる |
||
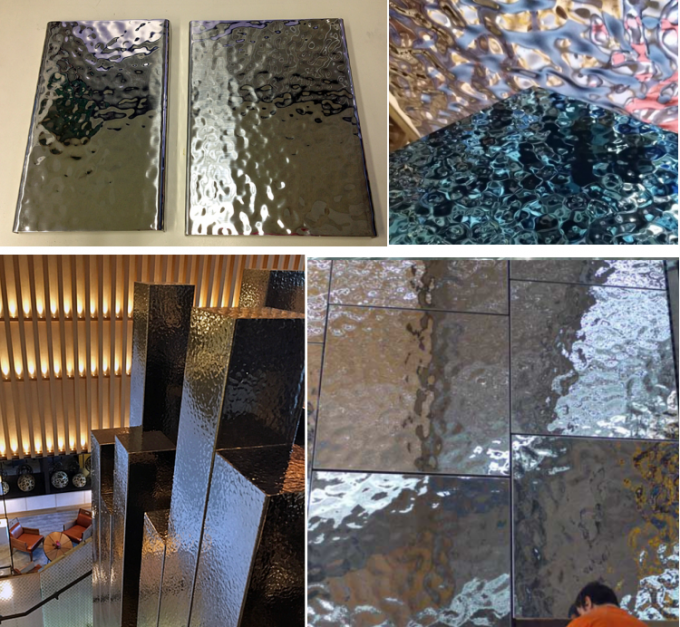
ステンレス鋼水は金属の浮彫りになる機械を波立てる
ステンレス鋼水は金属の浮彫りになる機械を設計されているバッチで十分に自動的に浮彫りになる金属を作るように波立てる。水のためにさざ波は浮彫りにに、私達主に使用するステンレス鋼を金属をかぶせ、水さざ波に関して私達に大きい波、中間の波および小さい波のような3つのタイプがある。あなたの参照のためのある映像はここにある:

ステンレス鋼水は金属の浮彫りになる機械を波立てる:
ステンレス鋼水さざ波はあなたの参照のための浮彫りになる機械変数に金属をかぶせる:
| あなたの参照のための機械変数 |
|
浮彫りになる機械: 1. 浮彫りになるローラー材料:42crmo固体造られた合金鋼 3. 押された材料の厚さ:2mm 4. 押された材料の幅:1500mmの中では 5. 速度:0-8m/min 6. パターン:水さざ波 7. 物質的押されるため:304ステンレス鋼。 8. パターン深さ:0.5-2cmのパターン深さは調節可能である 9. 浮彫りになるロール指定:ø410*1600mm.押された物質的な完成品の幅は1500mmと等しいかまたはそれ以下である; 10. ロール構造:必要な鍛造材; 11. ロール熱処理:ロール ボディの中間周波数に癒やすこと; 12. ロール硬度:≦HRC55; 13. ロール パターン:デッサン条件に従って:CNCの彫版; 14. 花のローラーの表面:anti-rust処置(自己噴霧のクロム ペンキ) 15. 圧延製造所の立場;鋼板結合された構造 16. 圧延製造所ドライブ;周波数変換の速度の規則を採用する 17. 浮彫りになる方法;凹面および凸の反対圧力の2つのロール 18. 圧力調節方法:減力剤圧力調節(上部の浮彫りになるローラーおよび浮彫りになるローラー一致ギヤ調節機能を下げるため) 19. 中心の高さ(地面と2つのローラー間で):750mm 20. 電気制御の部品;独立制御のキャビネット 21. ロール間のギャップは調節することができる 22. 花のローラー:取り外し可能ローラーを変えるため。 23. Cycloidal風車の減力剤:XWD8-15 24. 周波数変換モーター力:15KW/380V (50Hz) 3段階、(任意電圧) 25. インバーター ブランド:デルタ 26. 三相非同期モーター:南京ShunbaiモーターCo.、株式会社。 |
|
機械を水平にすること: (1)ロールを水平にすることの材料:造られた鋼鉄 (2)ローラーを水平にすることの指定:ローラーの150*1350 (3)数:ローラーを水平にすることの11のローラー(4)の表面:めっきされるクロム (5) Cycloidal風車の減力剤:XWD7-87-5.5 (6)周波数変換モーター力:5.5KW/380V (7)機械フレームを水平にすること:鋼板構造 (8)量:1セット |
|
色:規則的な青いまたはカスタマイズされる 単一ユニットの全体寸法:6000mm*6800mm*1700mm (標準として実際のプロダクトを取りなさい) 単一の浮彫りになる機械:12000Kg (実際の重量に基づく) 単一の水平になる機械:2500Kg (実際の重量に基づく) 単一の受け入れの棚:500kg (実際の重量に基づく) |
どこを使用するか:
近年、私達は水さざ波の(浮彫りになる)ミラー磨かれたステンレス鋼の使用法の上昇を観察した。これに応じて、私達は損傷か傷なしで圧延機によって指定深さで私達が磨いた選択されたエリアのステンレス鋼を良質ミラーを浮彫りにすることを可能にする方法を案出した。
ステンレス鋼水さざ波はあなたの参照のための浮彫りになる機械働くビデオに金属をかぶせる:
コンタクトパーソン: Amerilia cui
電話番号: 008615127755788






